-
公司名称
东莞市实用节能科技有限公司 -
服务热线
130-7130-0828 139-2922-8626 -

2026-03-10
做注塑的选原料储料仓,常纠结选不锈钢还是碳钢 —— 看着都是 “铁桶”,用起来差别能差好几年寿命,尤其在广东这种潮乎乎的地方,选不对不仅浪费钱,还可能毁了原料。咱们结合实际例子说清楚,哪个更耐用。 先讲最核心的区别:防腐蚀能力。碳钢就是普通铁加了点碳,怕潮怕酸;不锈钢(常用 304)里加了铬和镍,像穿了 “防腐衣”。比如东莞厚街有家做 ABS 电子外壳的厂,2021 年图便宜买了 2 个碳钢储料仓,装 ABS 料才半年,广东梅雨季一到,仓壁就锈出小坑,锈渣掉进原料里,做出来的外壳全是黑点,光报废料就损失 1.2 万;后来换成 304 不锈钢储料仓,用了 3 年仓壁还是亮的,原料里从没混过锈渣。…
2025-11-20
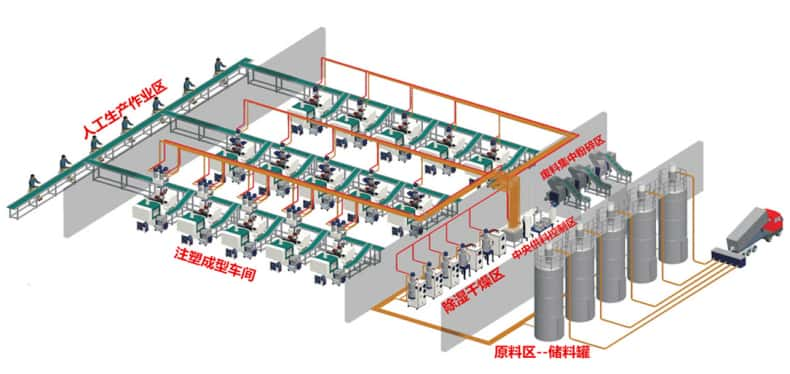
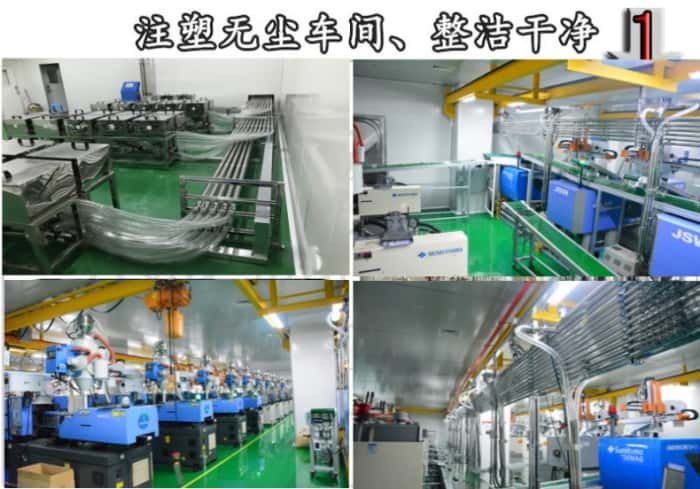
做注塑的老板或师傅,看集中供料系统总觉得 “复杂”,其实它就像一套 “原料输送流水线”,核心部件就 4 类,每样都有实实在在的用处,咱们拆开说清楚。 第一类是 “原料仓库”—— 不锈钢储料仓。这是存原料的地方,一般用 304 不锈钢做的,防生锈、不污染原料。比如东莞有家做食品包装的厂,以前用塑料桶存 PP 料,梅雨季桶壁返潮,料结块做出来的餐盒有气泡;换成 2 台 5m³ 的不锈钢储料仓,仓顶加了除湿机,原料放一周都干燥,气泡问题没了。要是车间用多种料(比如 ABS、PC、阻燃料),就得多配几个仓,贴好标签别混料。 第二类是 “输送动力”—— 供料泵 + 输送管路。供料泵像 “心脏”,分负压泵…
2025-11-20
做注塑的师傅和老板,可能常听人说 “负压供料”,其实它的原理特简单 —— 就像家里用吸管喝可乐,吸管里抽走空气形成 “负压”,可乐就被吸进嘴里,负压式注塑集中供料系统,就是用这个逻辑给注塑机送原料。 它核心就是 “抽真空送料”:车间里放几个不锈钢储料仓存原料,配一台真空泵,再拉几条 PU 管道连到每台注塑机的料斗。真空泵一启动,管道里的空气被抽走,形成负压后,储料仓里的颗粒料(比如 ABS、PC 料)就会被 “吸” 进管道,顺着管子自动跑到对应的注塑机料斗里,全程不用人搬料桶,管子也是密闭的,不会撒料、进粉尘。 这种系统看着简单,却特别适合三类注塑车间:第一类是 “多机台 + 多原料” 的车间…
2025-11-20
做注塑的老板和师傅都知道,传统供料有多麻烦 ——10 台机得 8 个人轮班搬料,夏天车间 38℃,师傅扛着 25kg 料包来回跑,累得没人愿意干;原料堆在地上,风吹着有粉尘,下雨天还受潮,做出来的产品全是气泡;有时候忙不过来,料斗空了没及时补,机器停半小时,损失好几千。 集中供料系统就是来解决这些麻烦的,说直白点,就是 “管子自动送料、机器自己管料”。它的作用首先是省人工,以前 10 台机 8 个人,现在 2 个人坐在控制室看屏幕就行 —— 原料从储料仓通过管子直接送到每台机的料斗,不用人搬,师傅再也不用扛料桶了。东莞有家做电子外壳的厂,装了之后每月少花 6 个人的工资,一年省了近 40 万。…

2025-11-17
不少想入行的老板问:开家 10 台注塑机的小厂,到底要准备多少启动资金?其实预算没那么复杂,拆成 “核心设备 + 辅机 + 厂房 + 杂项” 四部分,每笔钱都能算得明明白白,还附东莞某厂的实际案例参考。 首先是核心的 10 台注塑机,选中小型伺服机最实用(100-160 吨,适合做电子外壳、玩具、小家电配件)。别贪进口,国产主流品牌(震雄、伊之密)性价比高,120 吨伺服机单价约 12.5-14 万,10 台就是 125-140 万。东莞长安有家厂去年选了 10 台 120 吨二手翻新机(八成新),花了 110 万,缺点是保修短,建议新手优先选新机,预算多留 5-10 万。 然后是辅机,这部分…

2025-11-17
做注塑的师傅都遇过这种糟心事:同一批注塑产品,有的装得上配件,有的卡得死死的,量尺寸发现差了 0.2 毫米,客户直接退货,查来查去模具没坏、原料也没换,其实多半是保压时间和冷却没配合好 —— 这俩就像 “补料” 和 “定型” 的搭档,少一个都不行,配合错了尺寸准乱。 先说说注塑产品尺寸不稳定的常见锅:保压时间没掐准。保压的作用是 “补料”,ABS、PC 这些塑胶料凝固时会收缩,要是保压时间太短,浇口没凝固就停了,料没补够,产品就偏小;要是保压太长,注塑制成品里应力攒得多,冷却后收缩不均,有的地方缩得多、有的少,产品尺寸自然乱。东莞长安有家做 ABS 开关外壳的注塑厂,之前保压时间设 18 秒,…

2025-11-17
做 ABS 产品的师傅都懂,缩水是最头疼的毛病 —— 键盘外壳的壁厚处凹一块,家电面板的筋位旁缩个小坑,客户一眼就挑出来退货,返工都没法救。其实多数缩水不用改模具,调对保压和模温参数就行,咱们结合东莞、深圳两家厂的实际案例说清楚。 先讲保压参数,这是 “补缩的关键”。ABS 料凝固时会收缩,得靠保压把料 “顶” 进模具里填满。新手常犯的错是保压压力太低、时间太短。常规 ABS 产品(比如 3mm 壁厚的外壳),保压压力建议设成注射压力的 60%-80%,保压时间 15-30 秒。东莞长安有家做 ABS 键盘外壳的厂,之前保压压力只设了 50%,时间 20 秒,外壳边缘总缩个小坑;后来把保压压力…