-
公司名称
东莞市实用节能科技有限公司 -
服务热线
130-7130-0828 139-2922-8626 -


东莞市实用节能科技有限公司位于世界制造业名城“东莞市”,是一家专业生产塑胶成型辅助设备及自动化供料系统的厂家。公司主要产品有:中央供料系列、除湿干燥系列、冷热交换系列、粉碎混合系列…等系列。自2003年以来,东莞实用一直专注于塑胶辅机行业, 吸收国内外先进的技术,在塑胶辅助设备界积累了丰富的经验和良好的口碑,公司充分利用东莞广泛先进的机械制造业优势,与各大塑胶辅机生产厂家开展广泛交流,专业提供最具性价比的机器和服务。
公司拥有资深工程师多名, 秉承“实用、节能、科技、高效”的设计理念,多年致力于提供塑胶原料干燥、自动输送、计量混合、粉碎回收等等项目的解决方案。根据客户切身需求,提供从整厂规划设计、配套设备,到安装调试等全服务,大力协助客户控制成本、质量、安全,与客户结成长期合作伙伴,共同实现企业稳定持续发展。
公司自成立以来,严格按照现代企业制度进行管理,坚持“以人为本,质量至上,创造卓越,客户满意”的质量方针,视产品质量和信誉为生命,充分发挥企业自身优势,力求以“价格优惠,品质卓越,服务高效”的理念令客户满意,致力于为客户提供质量可靠,高效节能,经济实用的机械设备和工厂自动化方案,真诚的期待与您携手合作共创双赢商机!
对于注塑加工企业来说,原料输送环节一直是影响生产效率和产品质量的关键。传统的人工上料不仅劳动强度大、效率低,还容易造成粉尘污染和杂质混入;单机吸料方案又存在车间杂乱、能耗高等问题;正压供料系统虽然自动化程度高,但成本昂贵,让很多中小型企业望而却步。 近年来,负压式集中供料系统逐渐成为行业新宠,越来越多的注塑企业开始选择这种解决方案。作为东莞市实用节能科技公司联系实用——国内设计制造负压集中供料系统的源头厂家,我们在这一领域积累了丰富的实践经验。今天就来和大家聊聊,负压式集中供料系统到底有哪些核心优势,为什么值得注塑企业升级改造时优先考虑。 负压式注塑集中供料系统相比传统人工上料、单机吸料及正压…
做注塑加工的朋友,是不是都有过这样的经历:想升级自动化供料,去隔壁工厂参观,觉得人家的集中供料系统用着挺香,回来就照搬着装了一套,结果用起来才发现根本不是那么回事—— 要么小车间装了个大系统,一半设备闲着没用,钱花了不少还特别费电;要么就是机台多却装了小系统,经常供不上料,换料还特别麻烦,原本想省人工降成本,结果反而给生产添了不少乱。 东莞市实用节能科技公司20年专注于注塑自动化设备,接触过大大小小上千家家工厂,最想说的一句话就是:集中供料没有万能模板,您的车间有多少台注塑机,就该配什么样的方案,这才是不踩坑的核心。今天我就把行业里实操多年的选型标准分享给大家,不同规模的车间该怎么选,看完这篇…
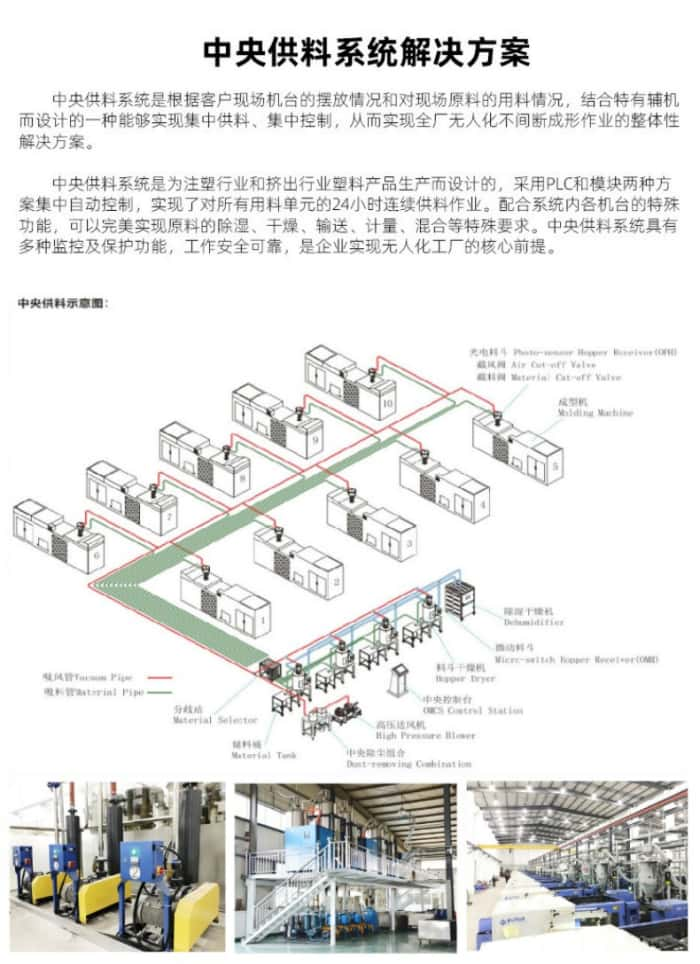
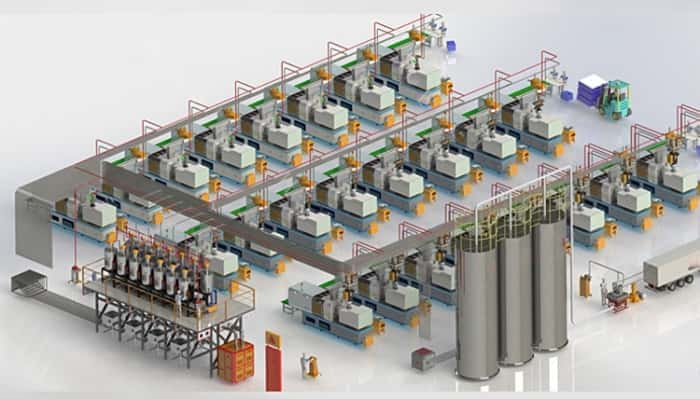
在当今竞争激烈的注塑行业,企业面临着降低成本、提高生产效率和产品质量的巨大压力。传统的人工上料方式不仅需要大量的人力投入,而且容易出现混料、撒料等问题,严重影响生产效率和产品质量。实现自动供料是注塑工厂提升竞争力的关键一步,而中央集中供料系统则是实现这一目标的理想选择。 注塑车间想要降本增效、减少人工、稳定品质,实现自动供料是必经之路。传统人工上料不仅耗人、耗时,还容易混料、撒料、粉尘大,严重影响产能与良品率。 要真正做到全自动供料,现代注塑厂首选 中央集中供料系统。它通过集中储料、真空输送、自动干燥、智能配比、统一管控,把原料从仓库直接送到每一台注塑机料斗,全程无人化、24 小时连续生产。东…

深度解析中央供料系统行业现状、技术趋势与选型策略 在全球制造业向智能化、绿色化转型的浪潮中,中央供料系统作为连接原料仓库与生产车间的核心枢纽,正经历着从辅助设备到基础设施的战略升级。据行业研究机构数据显示,2025年中国中央供料系统市场规模已突破85亿元人民币,年复合增长率连续五年保持在12%以上,注塑车间集中供料系统普及率已达58%,较2020年提高了23个百分点。 《智能制造发展规划》等国家政策的推动,以及企业对降本增效、环保合规的刚性需求,共同驱动着中央供料系统的快速普及。传统人工上料方式不仅劳动强度大,而且存在原料污染、干燥不均、计量误差等直接导致产品不良率上升的痛点,而中央供料系统通…

2026年,制造企业宛如在刀尖上跳舞,原材料价格像坐过山车般疯狂上涨,人工成本也一路高歌猛进,行业竞争更是激烈到白热化。在这样的大环境下,精细化成本管控成为了企业活下去、活得好的核心竞争力。对于注塑、挤出、橡塑加工企业来说,物料管理就像是成本损耗的“重灾区”,稍有不慎,大量的成本就会悄悄溜走。而中央集中供料系统,就像是一位神秘的“降本大师”,成为了当下工厂降本增效的“隐形利器”。东莞实用节能科技有限公司,作为工业自动化供料系统解决方案的制造商,凭借着多年在行业里摸爬滚打积累的丰富经验和20年专注于注塑自动化业技术应用,为众多企业量身打造了高效的中央集中供料系统。经过实际测试,这套东莞实用节能科…

很多工厂老板在选中央供料系统时,心里都直犯嘀咕:‘这系统看着挺复杂,自动化的东西后期维护会不会是个无底洞?’今天东莞实用就用真实数据和案例,帮您算清这笔‘维护账’,彻底打消您的顾虑! 一、先给结论:中央供料维护成本 = 分散供料的 1/3 咱直接上行业实测数据,不同规模车间的维护成本对比,一眼就能看明白: 车间规模 中央供料年维护成本 分散供料年维护成本 年省维护费 5-10 台机 3000-8000 元 1.5-3 万元 1.2-2.2 万元 10-20 台机 8000-1.5 万元 3-6 万元 2.2-4.5 万元 20-30 台机 1.5-3 万元 6-12 万元 4.5-9 万元 核…

一、降本:从 “隐形浪费” 里抠出真金白银 注塑厂的利润,一半是赚出来的,一半是省出来的。很多工厂看似忙忙碌碌,实则在人工、能耗、原料上 “白扔钱”,而聪明的工厂已经靠精细化管理把成本压到行业下限。 案例 1:看板管理让中型厂年省 51 万 东莞一家 18 台注塑机的电子配件厂,曾饱受 “生产混乱” 之苦:物料积压导致资金占用 150 万,设备故障频繁,订单交付延误率 20%。2025 年引入四大生产看板(生产 + 物料 + 质量 + 设备)后,变化立竿见影: 关键是建立了 “问题闭环机制”,质量设备异常15 分钟响应,再也不用为延误订单客户投诉头疼。 案例 2:中央供料 + 节能改…

不少想入行的老板问:开家 10 台注塑机的小厂,到底要准备多少启动资金?其实预算没那么复杂,拆成 “核心设备 + 辅机 + 厂房 + 杂项” 四部分,每笔钱都能算得明明白白,还附东莞某厂的实际案例参考。 首先是核心的 10 台注塑机,选中小型伺服机最实用(100-160 吨,适合做电子外壳、玩具、小家电配件)。别贪进口,国产主流品牌(震雄、伊之密)性价比高,120 吨伺服机单价约 12.5-14 万,10 台就是 125-140 万。东莞长安有家厂去年选了 10 台 120 吨二手翻新机(八成新),花了 110 万,缺点是保修短,建议新手优先选新机,预算多留 5-10 万。 然后是辅机,这部分…

做注塑的师傅都遇过这种糟心事:同一批注塑产品,有的装得上配件,有的卡得死死的,量尺寸发现差了 0.2 毫米,客户直接退货,查来查去模具没坏、原料也没换,其实多半是保压时间和冷却没配合好 —— 这俩就像 “补料” 和 “定型” 的搭档,少一个都不行,配合错了尺寸准乱。 先说说注塑产品尺寸不稳定的常见锅:保压时间没掐准。保压的作用是 “补料”,ABS、PC 这些塑胶料凝固时会收缩,要是保压时间太短,浇口没凝固就停了,料没补够,产品就偏小;要是保压太长,注塑制成品里应力攒得多,冷却后收缩不均,有的地方缩得多、有的少,产品尺寸自然乱。东莞长安有家做 ABS 开关外壳的注塑厂,之前保压时间设 18 秒,…

做 ABS 产品的师傅都懂,缩水是最头疼的毛病 —— 键盘外壳的壁厚处凹一块,家电面板的筋位旁缩个小坑,客户一眼就挑出来退货,返工都没法救。其实多数缩水不用改模具,调对保压和模温参数就行,咱们结合东莞、深圳两家厂的实际案例说清楚。 先讲保压参数,这是 “补缩的关键”。ABS 料凝固时会收缩,得靠保压把料 “顶” 进模具里填满。新手常犯的错是保压压力太低、时间太短。常规 ABS 产品(比如 3mm 壁厚的外壳),保压压力建议设成注射压力的 60%-80%,保压时间 15-30 秒。东莞长安有家做 ABS 键盘外壳的厂,之前保压压力只设了 50%,时间 20 秒,外壳边缘总缩个小坑;后来把保压压力…
对于注塑加工企业来说,原料输送环节一直是影响生产效率和产品质量的关键。传统的人工上料不仅劳动强度大、效率低,还容易造成粉尘污染和杂质混入;单机吸料方案又存在车间杂乱、能耗高等问题;正压供料系统虽然自动化程度高,但成本昂贵,让很多中小型企业望而却步。 近年来,负压式集中供料系统逐渐成为行业新宠,越来越多的注塑企业开始选择这种解决方案。作为东莞市实用节能科技公司联系实用——国内设计制造负压集中供料系统的源头厂家,我们在这一领域积累了丰富的实践经验。今天就来和大家聊聊,负压式集中供料系统到底有哪些核心优势,为什么值得注塑企业升级改造时优先考虑。 负压式注塑集中供料系统相比传统人工上料、单机吸料及正压…
做注塑加工的朋友,是不是都有过这样的经历:想升级自动化供料,去隔壁工厂参观,觉得人家的集中供料系统用着挺香,回来就照搬着装了一套,结果用起来才发现根本不是那么回事—— 要么小车间装了个大系统,一半设备闲着没用,钱花了不少还特别费电;要么就是机台多却装了小系统,经常供不上料,换料还特别麻烦,原本想省人工降成本,结果反而给生产添了不少乱。 东莞市实用节能科技公司20年专注于注塑自动化设备,接触过大大小小上千家家工厂,最想说的一句话就是:集中供料没有万能模板,您的车间有多少台注塑机,就该配什么样的方案,这才是不踩坑的核心。今天我就把行业里实操多年的选型标准分享给大家,不同规模的车间该怎么选,看完这篇…
在当今竞争激烈的注塑行业,企业面临着降低成本、提高生产效率和产品质量的巨大压力。传统的人工上料方式不仅需要大量的人力投入,而且容易出现混料、撒料等问题,严重影响生产效率和产品质量。实现自动供料是注塑工厂提升竞争力的关键一步,而中央集中供料系统则是实现这一目标的理想选择。 注塑车间想要降本增效、减少人工、稳定品质,实现自动供料是必经之路。传统人工上料不仅耗人、耗时,还容易混料、撒料、粉尘大,严重影响产能与良品率。 要真正做到全自动供料,现代注塑厂首选 中央集中供料系统。它通过集中储料、真空输送、自动干燥、智能配比、统一管控,把原料从仓库直接送到每一台注塑机料斗,全程无人化、24 小时连续生产。东…
2026年,制造企业宛如在刀尖上跳舞,原材料价格像坐过山车般疯狂上涨,人工成本也一路高歌猛进,行业竞争更是激烈到白热化。在这样的大环境下,精细化成本管控成为了企业活下去、活得好的核心竞争力。对于注塑、挤出、橡塑加工企业来说,物料管理就像是成本损耗的“重灾区”,稍有不慎,大量的成本就会悄悄溜走。而中央集中供料系统,就像是一位神秘的“降本大师”,成为了当下工厂降本增效的“隐形利器”。东莞实用节能科技有限公司,作为工业自动化供料系统解决方案的制造商,凭借着多年在行业里摸爬滚打积累的丰富经验和20年专注于注塑自动化业技术应用,为众多企业量身打造了高效的中央集中供料系统。经过实际测试,这套东莞实用节能科…

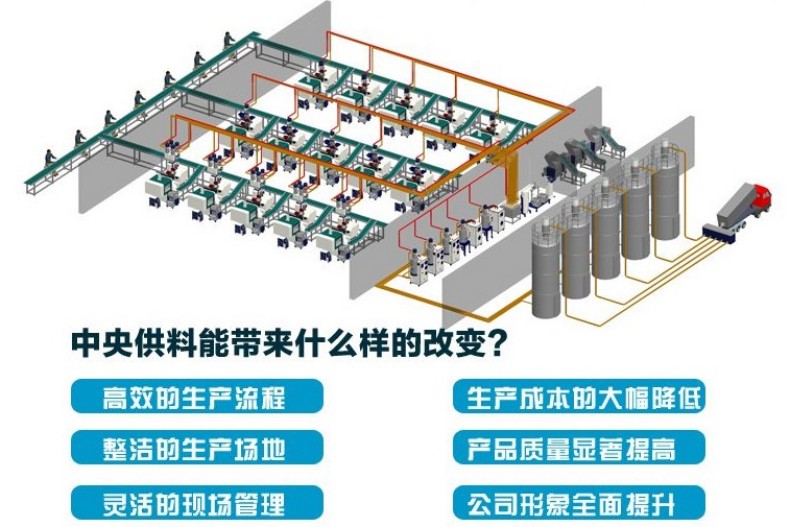
在注塑生产过程中,传统的人工加料方式存在诸多弊端。工人需要奔波于各个机台之间,劳动强度大,且容易出现加料不及时的情况,影响生产效率。同时,人工操作难以保证原料添加的精准性,可能导致原料浪费和产品质量不稳定。此外,分散的原料存储和处理设备会占用大量车间空间,使生产环境变得杂乱无章。为了解决这些问题,越来越多的注塑企业开始采用中央供料系统,它凭借着诸多显著优势,成为了企业提升生产效率、降低成本的重要利器。 在市场竞争加剧与科技日新月异的背景下,原料自动输送已成为企业自动化生产的关键一环。当下,注塑企业愈发重视塑胶原料的自动化处理与输送,中央供料系统的应用也随之日益普及。那么,中央供料系统究竟具备哪…

东莞实用节能科技有限公司专注于工业自动化供料系统解决方案15年,是珠三角地区领先的集中供料系统集成商。我们拥有专业的研发设计团队和完善的售后服务体系,可为塑胶、电子、食品、新能源、新材料等行业客户提供从方案设计、设备制造到安装调试的一站式服务,帮助企业实现原料集中管理、精准输送和高效生产,降低运营成本,提升产品品质。 一、先明确:集中供料系统的核心逻辑是什么? 简单说,集中供料就是 “原料集中管理→按需自动输送→精准配比投料” 的闭环流程,核心解决 “分散供料乱、浪费大、污染多” 的问题。不管是注塑、挤出还是改性车间,流程本质都是 “把原料从仓库送到机器料斗”,但中间藏着 6 个关键步骤,每个…
很多工厂老板在选中央供料系统时,心里都直犯嘀咕:‘这系统看着挺复杂,自动化的东西后期维护会不会是个无底洞?’今天东莞实用就用真实数据和案例,帮您算清这笔‘维护账’,彻底打消您的顾虑! 一、先给结论:中央供料维护成本 = 分散供料的 1/3 咱直接上行业实测数据,不同规模车间的维护成本对比,一眼就能看明白: 车间规模 中央供料年维护成本 分散供料年维护成本 年省维护费 5-10 台机 3000-8000 元 1.5-3 万元 1.2-2.2 万元 10-20 台机 8000-1.5 万元 3-6 万元 2.2-4.5 万元 20-30 台机 1.5-3 万元 6-12 万元 4.5-9 万元 核…