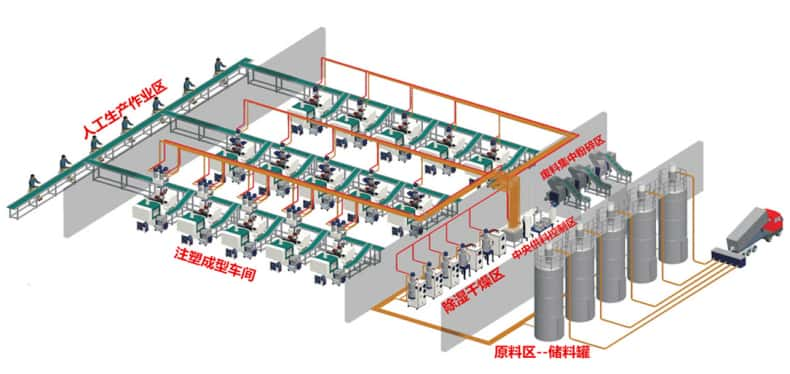
做注塑的老板或师傅,看集中供料系统总觉得 “复杂”,其实它就像一套 “原料输送流水线”,核心部件就 4 类,每样都有实实在在的用处,咱们拆开说清楚。
第一类是 “原料仓库”—— 不锈钢储料仓。这是存原料的地方,一般用 304 不锈钢做的,防生锈、不污染原料。比如东莞有家做食品包装的厂,以前用塑料桶存 PP 料,梅雨季桶壁返潮,料结块做出来的餐盒有气泡;换成 2 台 5m³ 的不锈钢储料仓,仓顶加了除湿机,原料放一周都干燥,气泡问题没了。要是车间用多种料(比如 ABS、PC、阻燃料),就得多配几个仓,贴好标签别混料。
第二类是 “输送动力”—— 供料泵 + 输送管路。供料泵像 “心脏”,分负压泵和正压泵,负压泵像用吸管吸料,适合多台机用不同料(比如电子厂 10 台机用 3 种料,3 条管不串料);正压泵像吹气球,适合单种料大量送(比如包装厂用 PP 料,1 台泵供 20 台机)。管路常用 PU 管或不锈钢管,普通料用 PU 管(轻便、便宜),玻纤增强料得用不锈钢管(防磨损,不然管子磨破漏料,佛山有家汽配厂以前用 PU 管,3 个月就磨坏,换成不锈钢管后用了 2 年)。
第三类是 “控制大脑”——PLC 控制柜 + 料位传感器。控制柜就像车间的 “指挥中心”,屏幕上能看到每台机的料位、供料状态,还能调参数(比如送料速度)。深圳有家玩具厂,以前师傅得跑遍 15 台机看料斗,现在在控制室就能盯着,料快没了屏幕会报警。料位传感器是 “眼睛”,装在储料仓和注塑机料斗里,能测原料剩多少,比如以前没传感器时,常因料斗空了断机,装了之后自动补料,半年没停过一次。
第四类是 “辅助保障”—— 干燥机 + 过滤器。干燥机专门处理吸潮的原料(比如 PET、PA 料),像广州有家做透明瓶的厂,没装干燥机时,PET 料含水率高,瓶子有银纹;加了一台蜂巢干燥机,露点控制在 – 40℃,原料干了,瓶子透亮没瑕疵。过滤器是 “筛子”,装在管路里,过滤原料里的杂质(比如小石子、塑料碎渣),东莞有家做汽车内饰的厂,装过滤器后,产品黑点不良率从 5% 降到 0.3%。
其实这 4 类部件搭起来,就是一套 “自动送料系统”:储料仓存料→供料泵抽料→管路送料→控制柜盯着料位→干燥机 + 过滤器保质量。不管是 10 台机还是 50 台机,按这个清单配,基本都能用,还能省不少人工和原料。