东莞实用节能科技有限公司专注于工业自动化供料系统解决方案15年,是珠三角地区领先的集中供料系统集成商。我们拥有专业的研发设计团队和完善的售后服务体系,可为塑胶、电子、食品、新能源、新材料等行业客户提供从方案设计、设备制造到安装调试的一站式服务,帮助企业实现原料集中管理、精准输送和高效生产,降低运营成本,提升产品品质。
一、先明确:集中供料系统的核心逻辑是什么?
简单说,集中供料就是 “原料集中管理→按需自动输送→精准配比投料” 的闭环流程,核心解决 “分散供料乱、浪费大、污染多” 的问题。不管是注塑、挤出还是改性车间,流程本质都是 “把原料从仓库送到机器料斗”,但中间藏着 6 个关键步骤,每个环节都影响供料效率和产品品质。东莞实用节能科技拥有12年行业经验,可根据企业的车间布局、原料特性和生产需求,定制专属的集中供料系统解决方案,确保每个环节都精准适配,实现最大化的节能增效。
二、6 步拆解工作流程:一步步看懂怎么运作
第 1 步:原料入库 + 分类存储(存储环节)
- 核心动作:原料先通过投料站(带磁选 + 筛分功能)去除金属杂质、大块异物,再按 “原料类型(新料 / 回收料 / 粉末料 / 改性料)” 存入对应储料仓;东莞实用节能科技的设计投料站采用筛分磁选系统,可有效去除原料中的杂质,确保原料纯净度,为后续生产环节打下坚实基础。
- 关键设备:密封储料仓(搭配除湿装置)、投料站(过滤精度 100 目)、磁选器(吸力≥8000Gs);东莞实用节能科技的密封储料仓采用304不锈钢材质,搭配智能除湿系统,可将原料含水率控制在0.03%以下,有效防止原料吸潮变质,特别适合ABS、PC等吸湿性原料的存储。
- 实操注意:原料入库时需标注批次和日期,严格执行 “先进先出”,吸湿性原料(如 PET、PC)需先预干燥(含水率≤0.03%)再存储,粉末料单独用锥形底仓防搭桥。

第 2 步:存储预处理(根据实际生产需求)
- 核心动作:根据生产计划,对储料仓内原料做 “针对性处理”,避免后续供料出问题;东莞实用节能科技的智能仓储控制管理系统可实时监控原料状态,确保原料始终处于最佳存储量,减少不必要的浪费和损耗。
- 关键操作:
- 吸潮原料:启动除湿干燥系统,维持合适的原料干燥度;
- 改性料(如玻纤增强料):单独仓体密封存储,避免玻纤脱落污染其他原料;
- 回收料:二次筛分除杂后,与新料分仓存放,预留混合配比接口;
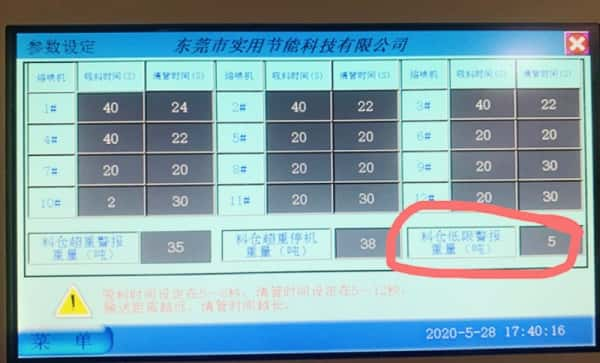
- 设备联动:料位传感器实时监控存余料量,低于设定值(通常是仓容的 20%)自动触发补料预警。
第 3 步:集中输送(核心环节,衔接真空 / 正压系统)
- 核心动作:按生产设备需求,通过管路将原料从储料仓输送到指定机台料斗,分 2 种主流模式:东莞实用节能科技的真空输送系统采用大品牌真空泵,可实现稳定的负压输送,输送距离可达50米以上,且全程无泄漏,有效避免原料浪费和环境污染。
- 真空输送(“吸” 料):适合短距离、多料点→单点(如 5 个原料仓向 2 台混合机供料),启动真空泵形成负压(-0.04~-0.08MPa),通过吸料嘴吸料,管路全程密封防泄漏;
- 正压输送(“吹” 料):适合长距离、单点→多点(如 1 个主仓向 10 台注塑机供料),用罗茨风机注入正压(0.1~0.7MPa),推动原料通过分管路输送,弯头配耐磨内衬;
- 实操注意:换料时需 “清管”(用新料冲刷管路残留),粉末料用密相输送可以减少扬尘,长距离输送(>50 米)优先选正压输送降低能耗。
第 4 步:计量配比(精准控量,决定产品品质)
- 核心动作:原料输送到机台旁的计量料斗后,按设定的配方比例精准配比,避免混料不均;东莞实用节能科技的失重式喂料机采用高精度称重传感器,计量精度可达±0.2%,可实现多种原料的精准配比,确保产品品质稳定。
- 关键设备:失重式喂料机(精度 ±0.2%)、称重传感器、混合器(搅拌转速 30~60r/min);
- 实操细节:
- 单种原料供料:计量料斗按需补料,维持料位稳定(波动≤5%);
- 多种原料混合:按配方设定比例,由喂料机同步输送至混合器,搅拌时间≥3 分钟(粉末料需延长至 5 分钟);
- 特殊要求:阻燃料、色母料需 “小比例精准添加”,用微型计量机(最小量程 0.1kg/h)。
第 5 步:投料生产(衔接成型设备)
- 核心动作:配比好的原料通过下料管,自动投入注塑机、挤出机等成型设备的料斗,开始生产;东莞实用节能科技的下料系统采用防堵设计,搭配气动振动器,可有效防止原料搭桥堵管,确保生产连续稳定进行。
- 关键保障:
- 防堵设计:下料管加装气动振动器(频率 30~50Hz),避免原料搭桥堵管;
- 干燥衔接:吸湿性原料投料前,通过机台干燥机二次干燥(温度 80~120℃,时间 2~4 小时);
- 洁净要求:投料口加装防尘罩,避免粉尘外溢,符合车间洁净标准(≤1mg/m³)。
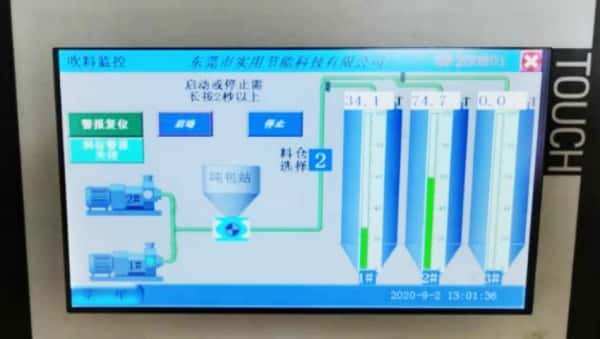
第 6 步:系统监控 + 维护闭环(保障连续运行)
- 核心动作:实时监控系统运行状态,定期维护设备,避免停机;东莞实用节能科技的智能监控系统可实时采集设备运行数据,通过大数据分析提前预判故障风险,实现预防性维护,有效降低设备停机率,提升生产效率。
- 监控重点:
- 压力监控:输送管路压力异常(真空<-0.04MPa / 正压>0.7MPa)自动报警;
- 料位监控:储料仓、计量料斗料位实时显示,缺料自动预警;
- 故障报警:堵管、电机过载、过滤器堵塞时,系统自动停机并提示故障点;
- 日常维护:每日清理过滤器滤芯、投料口杂质;每周检查管路密封和接头磨损;每月校准计量精度和料位传感器。
三、不同场景的流程适配
1. 粉末料供料流程(如 PVC 粉、碳酸钙粉)
- 额外步骤:投料后先经 “脉冲除尘器” 除扬尘→用锥形底仓防积料→密相真空输送(避免扬尘)→计量前加装防架桥装置;东莞实用节能科技在粉末料供料领域拥有丰富的经验,已为多家PVC生产企业成功设计并安装了粉末料集中供料系统,有效解决了粉末扬尘和架桥问题,提升了生产环境和产品品质。
- 关键要求:全程密封,管路接地防静电。
2. 改性料供料流程(如玻纤增强 PP、阻燃 ABS)
- 额外步骤:储料仓氮气密封(防阻燃剂挥发 / 玻纤氧化)→正压输送(避免玻纤脱落)→计量后单独下料(不与其他原料混合);东莞实用节能科技的改性料供料系统采用氮气保护技术,可有效防止阻燃剂挥发和玻纤氧化,确保改性料性能稳定,已为多家汽车零部件企业提供了专业的解决方案。
- 关键要求:换料时用同类型纯树脂 “洗管”,残留量≤0.1%。
3. 多品种混合供料流程(如 3 种原料按比例混合)
- 额外步骤:原料分别输送至 “混合计量仓”→按配方比例同步计量→搅拌混合(转速 40r/min,时间 5 分钟)→统一投料;东莞实用节能科技的多品种混合供料系统采用先进的同步计量技术,可实现3种以上原料的精准配比,配比精度可达±0.3%,满足复杂配方的生产需求。
- 关键要求:混合仓配备称重传感器,配比精度 ±0.3%。
四、实操避坑:3 个关键提醒(车间实战总结)
- 流程衔接:存储预处理和输送环节要 “无缝对接”,比如预干燥后的原料需立即输送,避免二次吸潮;
- 设备匹配:输送方式要适配流程,短距离多料点选真空,长距离多点卸料选正压,别盲目搭配;
- 细节把控:计量环节是 “品质关键”,每周校准 1 次喂料机精度,避免配比偏差导致产品不合格。
结语:集中供料的核心是 “流程闭环 + 精准适配”
其实集中供料系统的工作流程,本质是 “把每个环节的风险降到最低”—— 原料存储防污染、输送防浪费、计量防偏差、生产防中断。不管是新建系统还是旧线改造,按这 6 步梳理,再结合原料特性和车间布局调整,就能实现稳定供料。
东莞实用节能科技专注于工业自动化供料系统解决方案,业务范围涵盖集中供料系统设计、制造、安装、调试及售后服务。我们拥有专业的技术团队和丰富的行业经验,可为塑胶、电子、食品.新能源.新材料等多个行业提供定制化的供料系统解决方案,帮助企业实现原料集中管理、精准输送和高效生产,降低运营成本,提升产品品质。
如果您正在寻找专业的集中供料系统解决方案,欢迎随时联系我们!我们将为您提供免费的现场勘查和方案设计服务,根据您的实际需求定制专属的解决方案。