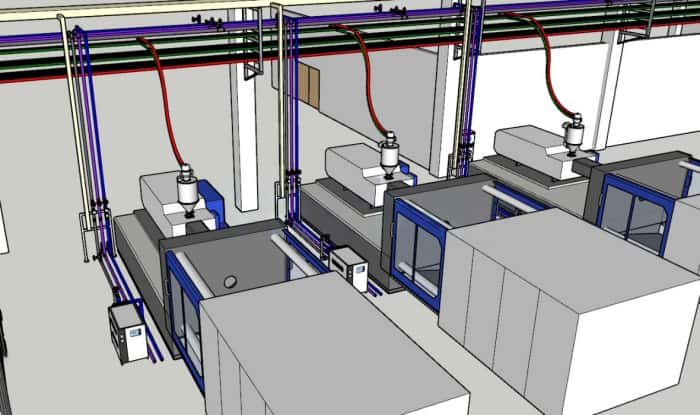
玩具加工多为 PP、ABS、PE 等原料,常需搭配色母(红、黄、蓝等),10 台机规模小型注塑加工厂更在意 “成本可控 + 换产灵活 + 防混色”。东莞市实用节能科技公司设计的这套塑料玩具加工厂自动上料解决方案采用 “模块化负压输送 + 简易联控” 架构,适配 3-5 种原料 + 2-3 种色母,可实现人工减少 70%、混色报废降为 0,以下是这套玩具注塑厂自动上料方案的具体设计:
一、核心模块设计(4 大系统联动)
1. 原料存储:小而精,分料清晰
- 储料配置:3-5 个 5m³ 304 不锈钢储料仓(存 PP/ABS/PE)+2 个 1m³ 色母专用仓(存主色母、混色母),每个仓带 “料仓编号 + 原料名称” 标牌(如 “仓 1:白色 PP”“仓 5:红色母”),仓顶配简易密封盖 + 小型除湿烘料机(防原料吸潮结块)。
- 料仓细节:304不锈钢色母仓内壁做抛光处理,避免色母粘壁(比如红色母粘仓底,下次用黄色母就会混色);PP 料仓底部加卸料口,方便原料自流到输送口(减少残留)。
2. 输送系统:负压为主,灵活换产
- 输送动力配置:1 台 10kW 负压真空泵(足够带动 10 台机),配 1 个主管道(φ63mm 不锈钢管),分支 5 条原料支管 + 2 条色母支管(φ38mm 不锈钢管,轻便易安装)。
- 防混料设计:
- 支管末端装 “颜色标识快速接头”(如原料支管贴蓝色标签,色母支管贴红色标签,错接插不进去);
- 每台注塑机料斗旁装 “支管切换阀”,比如 1 号机今天做红色玩具,就切换到 “白色 PP + 红色母” 支管,换产时拧开快速接头,5 分钟就能换色。
- 输送效率:单台机补料时间≤20 秒,真空泵间歇工作(料够就停),比分散式小吸料机省电 30%。
3. 控制与计量:简单好用,精准控料
- 控制核心:1 台简易 PLC 控制柜(带 7 寸触摸屏,操作像手机一样简单)+10 台机料斗各装 1 个料位传感器(料低于 1/3 自动补料,到 2/3 停)。
- 色母计量机:每台机料斗上方装色母计量混合机(精度 ±1%),比如做黄色玩具需 “95% 白色 PP+5% 黄色母”,在控制屏输入比例,色母混合机自动按比例送料,避免人工拌料不均导致的颜色深浅不一。
- 使用方法:开机前选 “产品型号”(如 “小熊玩具 – 红色”),中央供料控制系统自动匹配原料和色母支管,新手 10 分钟就能学会。
4. 辅助保障:稳质量 + 降损耗
- 杂质过滤:每条支管装 80 目过滤器(过滤原料里的小塑料渣),避免玩具表面出现黑点(尤其儿童玩具对外观要求高)。
- 边角料回收:配 1 台 15 匹塑料粉碎机(粉碎水口,不良品等边角料)+1 条回收料支管,破碎后的 PP/ABS 回料直接送回对应原料仓(掺 20% 新料用),原料利用率从 80% 提至 95%。
- 防潮细节:梅雨季时,在 PP/ABS 仓出口加 “热风预热管”(温度 50℃),输送时顺便烘料,避免玩具表面因原料带潮出现气泡,银纹等。
二、方案核心优势(直击玩具厂混色难痛点)
- 省人工:传统 10 台机需 6 人轮班搬料、拌色母,现在 2 人(1 人看控制柜 + 1 人换产时接支管)足够,每月省人工成本约 4 万元(按每人 8000 元算)。
- 防混色 / 混料:独立支管 + 颜色标识 + 计量混合,之前因混色报废的 10% 产品现在几乎为 0,每月少损失 2 万元(按 10 吨料算)。
- 换线快:小批量多品种玩具(比如今天做红色小车,明天做蓝色积木),换产品时切换支管 + 改计量比例,1 小时内搞定(传统人工换料要 3 小时)。
- 成本可控:整套集中供料设备约 16万元(储料仓 + 输送 + 控制 + 辅助),每月可帮节省成本 4 万,4 个月就能回本,比全自动化大系统投资小更适合中小玩具厂。
这套玩具加工厂自动上料方案特别适配 10 台机规模的玩具厂,既能解决人工累、混色烦的问题,又不用花大价钱投全自动化供料系统,后期想加 2-3 台机,直接加支管和传感器就行,灵活性拉满。需要的话,可帮您细化具体设备报价和安装周期。