在注塑车间逛一圈,你会发现:小厂还是工人推着料袋跑,一台机一个吸料机;而大厂车间干净整洁,看不到原料撒漏,也没多少加料工 —— 核心差别就是 “注塑中供料系统”。
很多人觉得这是 “复杂的高科技设备”,其实它的本质很简单:就是注塑车间的 “智能送料管家”,把分散的原料存储、输送、供给整合起来,实现全自动化。今天用大白话 + 实际案例,把它的定义和工作原理讲透,让你一看就懂!
一、先搞懂:注塑集中供料系统到底是什么?
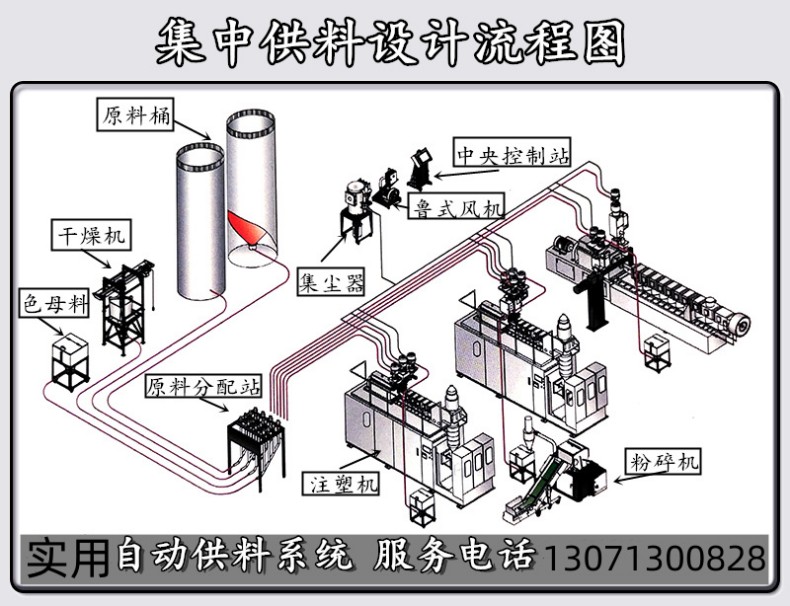
简单说,注塑集中供料系统是一套 “从原料仓到注塑机料斗” 的全自动输送系统—— 不用人工搬料、倒料,原料从大储料仓里出来,通过管道自动送到每台注塑机的料斗里,还能实现多原料精准配比、防混料、防潮等功能。
你可以把它想象成 “车间里的原料输送地铁网”:
- 储料仓 = 原料仓库(所有原料集中存放);
- 真空泵 = 地铁动力系统(提供输送动力);
- 主管道 + 支管 = 地铁线路(原料输送通道);
- 注塑机 = 目的地站点(原料最终送达处);
- 控制柜 = 调度中心(控制送料时间、数量、路径)。
举个实际例子:东莞某 15 台机的电子配件厂,之前用分散吸料机,3 个工人轮班搬料,每天累得够呛还总撒料。装了集中供料系统后,原料从储料仓自动送到每台机,1 个工人巡检就行,车间里再也看不到料袋和撒漏的原料,整洁又高效。
二、核心工作原理:5 步完成 “原料自动上门”,简单又靠谱
集中供料系统的工作流程不复杂,就 5 个关键步骤,环环相扣还能灵活调整:
1. 原料存储:一料一仓,防潮防污染
- 所有原料(比如 ABS、PC、色母粒)都存放在独立的不锈钢储料仓里,每个仓都带密封盖和除湿机(露点≤-40℃),避免原料受潮结块;
- 仓上还装了 RFID 电子标签,扫码入仓时如果错放原料,系统会自动报警,从源头避免混料。
- 场景:PET 透明料存放在专属除湿仓里,生产时再也不会出现银纹、气泡,产品合格率从 92% 提到了 99%。
2. 动力提供:真空泵 “吸着” 原料走
- 集中供料系统配 1-3 台变频真空泵(根据机台数量定),工作时会在管道里产生负压,就像 “吸尘器” 一样,把储料仓里的原料吸进管道;
- 变频设计很贴心:原料多就加大功率,原料少就降低功率,比分散吸料机省电 60%,30 台机每月电费能省 2 万多。
3. 管道输送:专属通道,不串料
- 主管道是 “主干道”,支管是 “通往每台机的小路”,不同原料走不同的支管,还装了防错卡扣(错接就扣不上);
- 管道内壁抛光处理,原料不容易残留,换料时启动自动清管功能,残留量≤0.05%,再也不用担心混色报废。
- 场景:某家电厂要换色母,之前用分散吸料机,拆洗管道 + 清理料斗要 1 小时,现在自动清管 10 分钟搞定,多生产 200 多个产品。
4. 精准供料:按需输送,不浪费
- 注塑机料斗里装了料位传感器,当原料低于设定高度时,会自动给控制柜发信号;
- 控制柜收到信号后,调度对应的真空泵和管路,往料斗里送原料,送到设定高度就自动停机,实现 “即用即供”,不会造成原料积压。
5. 回收利用:边角料 “变废为宝”
- 集中供料系统还带了回收通道,车间里的边角料粉碎后,能通过专门的管路送回储料仓,和新料混合后再利用;
- 案例:深圳某汽车配件厂,之前边角料都当垃圾丢,现在回收利用率达 40%,一年省原料成本 80 万,相当于白赚一台设备钱。
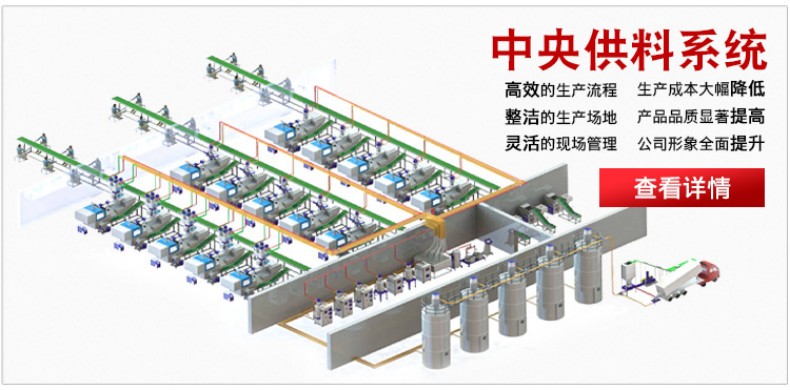
三、为什么大厂都爱用?3 个核心优势,看完就懂
- 省人工:1 套集中供料系统管所有机台,10 台机 1 人巡检,30 台机 2 人足够,人工成本砍 80%;
- 稳质量:密封输送防污染,精准配比防混料,除湿存储防受潮,产品合格率提 5%-10%;
- 降成本:原料损耗从 3%-5% 降至 0.5% 以下,能耗省 60%,维护成本比分散供料省一半。
总结:集中供料不是 “奢侈品”,是 “省钱神器”
很多小厂老板觉得 “我们机台少,用不上”,其实现在小型集中供料 5 台机就能装,投入 8-15 万,2-4 个月就能回本。它不是复杂的高科技,而是把 “搬料、送料、存料” 这些繁琐活自动化,让你省人工、稳质量、多赚钱。不管是 10 台机的小厂,还是 30 台机的大厂,只要计划长期生产,集中供料系统都是 “早装早受益”—— 毕竟省下来的人工、原料、电费,都是实实在在的纯利润