“怕投入收不回本”“怕系统不好用”“怕工人不会操作”—— 这是很多老板想升级集中供料系统的顾虑。今天东莞实用就分享一个真实案例:广东某汽车配件厂,23台注塑机升级为中央集中供料系统后,一年降本 46万,8个月就收回全部了投资,看看他们是怎么做到的!
一、客户背景
- 工厂类型:汽车配件注塑厂(主要生产汽车内饰件、发动机周边配件);
- 机台规模:23台注塑机,月产量 280 万件;
- 原料类型:PP/PA 普通料、PC/PMMA 透明料、4 种色母粒;
- 之前配置:用分散吸料机加料,除湿干燥机烘料,人工搬料倒料。
二、核心痛点(老板最头疼的 4 件事)
- 人工成本高:3 班倒最少需 6 个加料工,月工资支出最少4 万,年支出 48 万;结果工人嫌搬料太累频繁离职,招工难、管理更难;
- 产品报废率高:PC 透明件因原料受潮出现银纹、气泡,变色报废率 5%,每月亏损 2.5 万;换色时管路残留导致混色成品报废,每月额外亏损 1 万;
- 原料损耗大:原料存储不当导致污染+人工倒料撒漏 + 管路残留,损耗率 5%,年耗原料 约2吨,一年亏损 8 万;
- 换料效率低:拆洗管路 30分钟 / 次,每天换料 3 次,浪费 1.5小时生产时间,产能损失 6%。
三、落地方案(东莞实用依据客户需求定制化配置)
- 存储模块:8个 5m³ 不锈钢储料仓(分新料 / 回收料 / 色母 / PC 透明料),PC 料仓配专属三机一体除湿干燥机(露点≤-40℃),所有仓体贴 RFID 标签;
- 输送模块:3 台 15kW 变频真空泵,一台备用,主管道76mm 304不锈钢管内壁抛光 +PU 接料斗管路+φ51mm 不锈钢管路(辅料管路),每台机支管装防错卡扣;
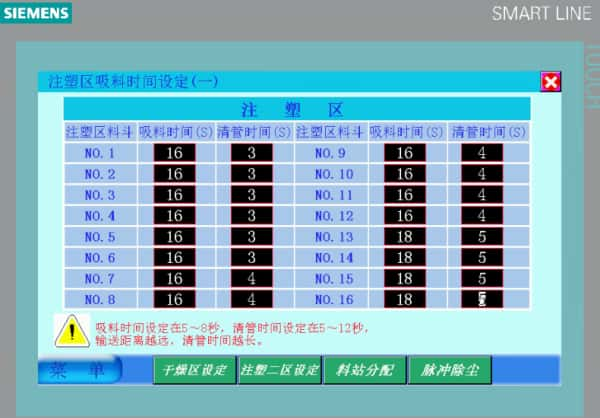
- 控制模块:15 寸 PLC 中控屏 ,缺料时自动补料并提前预警,支持原料批次追溯,故障提示预警.
- 辅助模块:原料集中除湿干燥系统+自动清管+快捷切换料功能(换料残留≤0.05%)+ 边角料及时回收通道(混合比例可调)。

四、落地成效(6 个月实际验证数据)
- 人工成本:6 人→2 人(产线巡检 + 中控台监控),月工资支出 1.8 万,年省 26万;
- 报废率:5%→0.4%,原料受潮问题彻底解决,每月少亏 1万,年省 12万;
- 原料损耗:5%→0.6%,年省原料 1.5 吨,按单价 1.2 万元 / 吨算,年省 2万;
- 产能提升:换料时间从 30分钟→10 分钟,每天多生产 1 小时,产能提升 4%,年多赚 6万;
- 综合收益:年降本 + 增收合计 46万,设备投入 35万,8个月即可回本!
五、客户反馈(老板原话)
“之前总觉得集中供料系统投资太大一直犹豫,没想到不到一年就回本了!保养得好的话,还可以用好多年,现在车间干净省心多了,以前一直头痛的问题也解决了,再也不用天天盯原料、盯工人,产品合格率稳定,大客户验厂也顺利通过,还拿到了 2 个长期订单,这钱花得太值了!”
您的工厂是否也有 “人工贵、损耗大、质量不稳定” 的问题?点击 “免费预约”,让东莞实用节能科技公司工程师上门勘测,按您的车间布局、机台规模、原料类型,定制专属方案 + 精准回测算!